Mining

Mining and Mineral Extraction Process Equipment
Pumps are widely employed in mining operations, and Centennial Equipment offers various types of pumps to handle the demanding conditions of mineral extraction and processing. From centrifugal slurry pumps that transport mixtures of liquids and solid particles to rotodynamic pumps for tasks like dewatering, water supply, and slurry transport, we provide solutions. Centennial Equipment can assist with the selection of a specific pump type depending on factors like the nature of the fluid or slurry, the required flow rate, and the operational conditions within the mining environment.
In addition to pumps, Centennial Equipment also provides equipment for the specific needs of the mining industry, including fans, tanks, mixers, heat exchangers. We work with you to develop durable, cost-effective solutions to mining challenges.
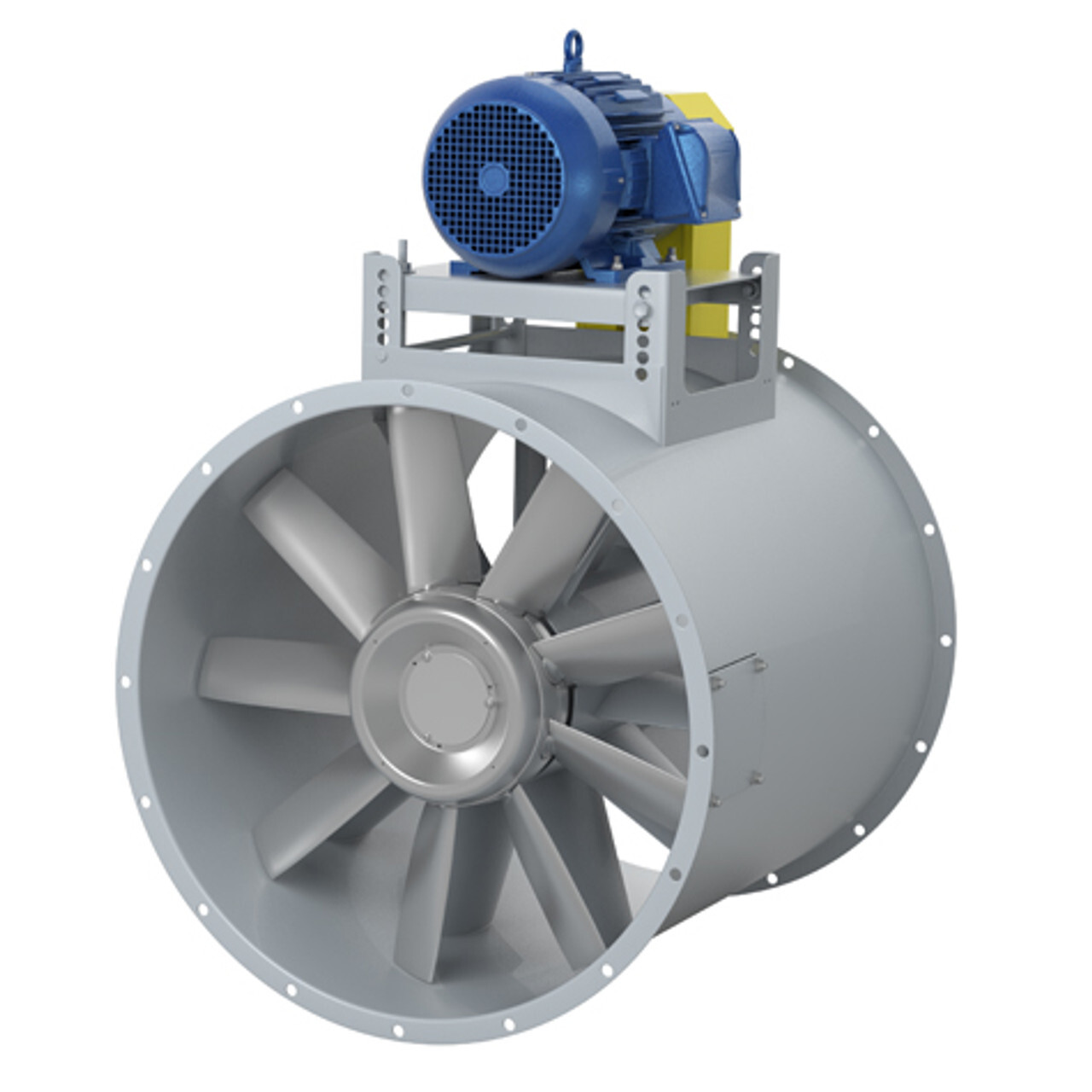
Aerovent Fans Put Fresh Air Where It’s Needed
Aerovent fans are high-capacity ventilation solutions tailored for the mining industry. Aerovent’s product lineup includes fans designed for underground operations to ensure adequate ventilation for mine workers. Portable skid-mounted axial fans with diameters ranging from 72 to 144 inches are capable of delivering airflow between 90,000 and 350,000 cubic feet per minute (CFM) per unit.
For surface applications, Aerovent offers double-width double-inlet centrifugal fans to pressurize mine shafts with fresh air. Additionally, booster vaneaxial fans connected to flexible ducts are utilized to provide ventilation for safety-related exhaust and supply air systems. Typical applications of these products include pressurization of mine shafts, safety ventilation systems, and dust control.
Efficient Air Movement and Ventilation – Get More Info and Quote today >>
Assmann Tanks: Reliable Polyethylene Storage Tanks
Assmann Corporation offers durable polyethylene storage tanks tailored for the mining industry. Assman tanks are designed to safely store chemicals commonly used in mining operations, such as sulfuric acid and hydrochloric acid, which are known for their corrosive properties. Assmann provides chemical storage guides to assist in selecting appropriate storage solutions for these substances. The company emphasizes customization, allowing for tailored solutions to meet specific storage challenges in mining.
The Assman Tanks product line includes double-wall tanks for enhanced spill protection and horizontal tanks for easy transport and storage.
Reliable and Safe Storage Solutions – Get More Info and Quote today >>

Top Industrial Mixers for Mining: SPX FLOW’s Lightnin, Philadelphia, and Plenty Solutions
SPX FLOW offers a range of high-performance mixing technologies tailored for the mining industry through its trusted brands: Lightnin, Philadelphia Mixing Solutions, and Plenty. Lightnin mixers are built for rigorous minerals processing environments, offering solutions like agitators, aerators, and flocculators for tasks such as slurry suspension, solvent extraction, and pressure oxidation. These mixers feature a wide variety of impeller designs to support complex mixing duties including liquid-solid and gas-liquid-solid applications.
Philadelphia Mixing Solutions delivers energy-efficient, customized mixing systems that meet the specific demands of mining and mineral extraction, ensuring reliable and optimized performance.
Complementing these, Plenty mixers focus on side-entry and pipeline solutions engineered for consistent blending, aeration, and blockage prevention. Known for their durability and ease of maintenance, Plenty mixers help maintain efficiency and reliability in fluid handling systems across mining operations.
Together, these mixer technologies enhance productivity and ensure long-term process stability in the mining sector.
Lightnin Mixers
CASE STUDY: Increasing Mining Operations Uptime and Profitability with SPX FLOW Mixers >>
Keep the Process Moving with Lightnin Mixers – Get More Info and Quote >>
Philadelphia Mixers
CASE STUDY: Increasing Mining Operations Uptime and Profitability with SPX FLOW Mixers >>
Discover Your Customized Mixing Solution – Get More Info and a Quote >>
Plenty Mixers
High Performance Mixers for Mining – Get More Info and a Quote >>
VIDEO: SPX FLOW - Mixing Solutions



MTH Pumps: Maximum Efficiency Regenerative Turbine Pumps
MTH Pumps specializes in regenerative turbine pumps designed for clean water applications in the mining industry. These pumps are used in various critical tasks, including dewatering underground mines, dust suppression, process water supply, and equipment cooling.
The high hydraulic efficiency of MTH regenerative turbine pumps leads to reduced energy consumption and cost savings. The robust and compact design minimizes maintenance requirements and allows for easy integration into mining facilities. Additionally, MTH pumps offer precise flow control, ensuring accurate delivery of water to support essential mining operations.
Compact and Reliable Pumping Solution – Get More Info and a Quote >>

Plas-Tanks FRP Storage Tanks
Plas-Tanks specializes in manufacturing fiberglass-reinforced plastic (FRP) tanks for the mining and mineral industries. Plas-Tanks FRP tanks are favored over traditional metal tanks due to their non-corrosive properties and lighter weight—being 75% lighter than metal—which enhances cost efficiency and longevity. Plas-Tanks offers a range of products designed to handle the demanding conditions of mining operations, providing durable and reliable solutions for various applications.
Non-Corrosive Storage Tanks Designed for Mining – Get More Info and a Quote >>

Price Pump: Rugged Pumps for Mining
Price Pump offers a wide range of pump designs used in mining, including sealless mag drive centrifugal pumps, horizontal and vertical centrifugal pumps, and AOD pumps. Price’s metal AOD pumps are designed to be stall-free and self-lubricating to solve some of the most difficult pumping problems in the mining industry.
Price Pump Chemical Resistance Chart >>
Reliable Pumps for Mining Applications – Get More Info and a Quote >>

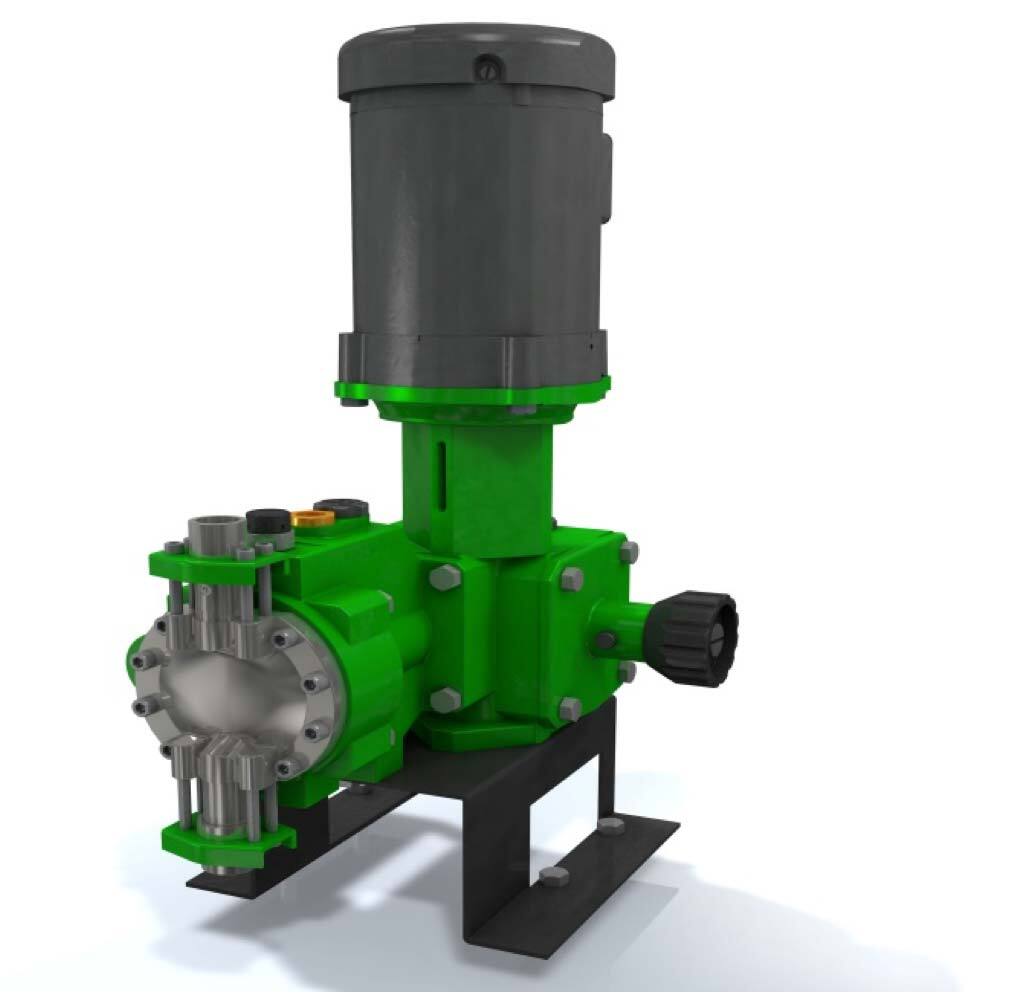
Pulsafeeder Pumps Offer Metering Precision
Pulsafeeder metering pumps are designed for precise chemical injection and metering processes essential in extracting metals, minerals, stones, and fuels. Emphasizing accuracy and reliability, Pulsafeeder's pumps help minimize chemical waste and environmental impact, thereby enhancing operational efficiency and profitability. They are capable of handling various chemicals, including sodium sulfate, xanthate, methyl-isoamyl alcohol, and dithiophosphate, as well as fluids of varying viscosities like polymers, flocculants, reagents, abrasive lime slurries, and corrosive substances.
Pulsafeeder’s product lineup includes diaphragm pumps (hydraulic, mechanical, and solenoid), centrifugal pumps, peristaltic pumps, and rotary gear pumps, each designed to meet specific process requirements in mining operations.
Precise and Reliable Metering – Get More Info and a Quote >>
Standard Xchange Heat Exchangers Ensure Efficiency
Standard Xchange, a Xylem brand, manufactures heat exchangers tailored to the requirements of the mining and metals industry. These heat exchangers are designed to enhance operational efficiency, ensure regulatory compliance, and promote sustainable practices.
Standard Xchange’s line of heat exchangers includes several types used in mining operations, including bar and plate air to oil heat exchangers, TEMA shell and tube heat exchangers, plate fin air to oil heat exchangers, heavy duty coil heat exchangers and plate and frame heat exchangers.
CASE STUDY: Maximizing Heat Transfer Efficiency with Standard Xchange >>
Tap the Efficiency of Heating and Cooling Water – Get More Info and a Quote >>

Summit Water Pumps For Heavy Duty Value
Summit Pump products are often the best value pump for mining applications. The Summit model 2175 heavy duty process pump, which features a rear pull-out design and efficient interchangeable parts, is one of the top choices for handling mine water.
Pumps with World Class Reliability – Get More Info and a Quote >>

Teikoku Canned Motor Pumps
Teikoku canned motor pumps are designed for mining applications that require exceptionally leakproof pump operation. Canned motor pumps are sealless pumps providing safe, efficient operation for sensitive processes.
The Teikoku and Chempump lines feature electronic bearing wear monitors, while the Dynapump line provides design simplicity and sealless pump performance at a relatively low cost.

Truflo Pumps Offer Consistent Quality
Truflo ANSI and API centrifugal process pumps are designed to handle corrosive and aggressive substances. Truflo pumps are engineered for safe, leak-free operations in mining environments. Truflo pumps are known for their high efficiency, resistance to wear, and long-term durability, emphasizing safety and compliance with global industry standards.
Popular Truflo pump models for mining applications include the TSP Series overhung pump and TSMP Series multistage pump. The TSP series comes standard with all investment casted enclosed impellers and many other options that are not available in other brands. The TSMP Series multistage pump is an axially split BB3 pump with enhanced features, extreme reliability and high performance for mining applications.

Vertiflo Pumps for Dependable Service
Vertiflo offers various types of pumps to handle the demanding conditions of mineral extraction and processing, including centrifugal slurry pumps to transport mixtures of liquids and solid particles and rotodynamic pumps for tasks like dewatering, water supply, and slurry transport.
Vertiflo Series 2100 solids handling pumps feature easy access to the impeller and case to remove debris. Series 2100 pumps have an oversized, tapered bore and a self-flushing seal chamber and rugged design for continuous high efficiency performance in mining applications.

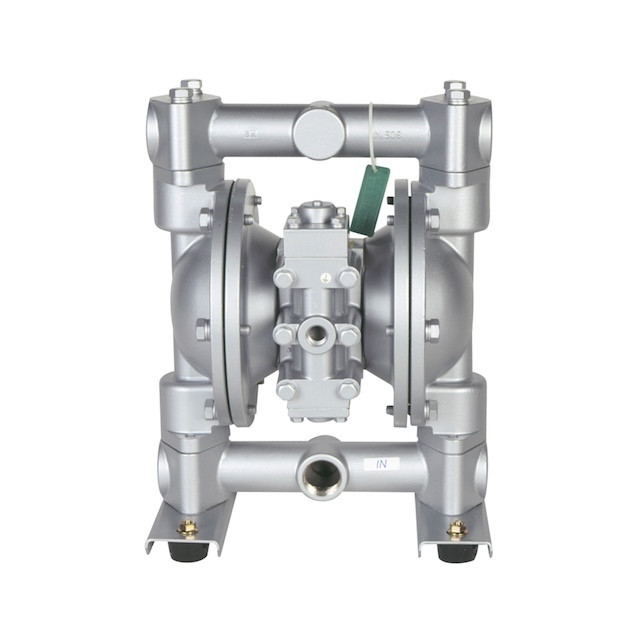
Yamada Pumps: AODD Pumps for Rugged Environments
Yamada air-operated double diaphragm (AODD) pumps are engineered to handle the demanding conditions of mineral and metal extraction processes, offering solutions for dewatering and material transfer needs.
A notable feature is the SolidPRO Flapper Pump, which is adept at managing slurries and fluids containing solids. Yamada AODD pumps are recognized for their non-lubricated air valve systems, bolted construction, and user-friendly maintenance design, ensuring reliability and durability in harsh mining environments.
Find the Right Diaphragm Pump – Get More Info and a Quote >>