
Chemical

Chemical Pumps, Tanks, and Mixers for Every Application
Chemical processes often require specialized pumps, tanks, and mixers designed to enhance corrosion resistance while safeguarding people and equipment. Centennial Equipment offers an array of equipment that is specifically suited for chemical applications. Let us help you implement durable, cost-effective solutions that suit your unique chemical process requirements.
Assmann Tanks: Reliable Polyethylene Storage Tanks
Assmann Corporation offers chemical storage solutions with polyethylene tanks designed for durability and resistance to corrosion and chemicals. Their tanks, available in vertical and double-wall designs, provide safe, space-efficient storage for hazardous materials.
Assmann's tanks are customizable with various fittings and offer UV protection to extend the life of certain chemicals like sodium hypochlorite. Their focus is on producing reliable tanks for long-term chemical containment.
Reliable Chemical Storage Solutions – Get More Info & Quote >>
How Assmann Tanks Can Help You with Your Storage Needs >>
CASE STUDY: Full Drain Assembly for Chemicals >>

Lightnin Mixers Enhance Productivity
SPX FLOW Lightnin brand offers advanced mixing solutions for the chemical industry, focusing on efficiency, safety, and sustainability. Lightnin portable and fixed mount mixers are applied in various sectors, such as basic chemicals, polymers, and specialty chemicals. They emphasize reliability, reducing environmental impact, and improving plant performance through innovative mixing equipment.
Enhance Production with Lightnin Mixers – Get More Info & Quote >>
Lightnin Mixers General Overview >>
Lightnin Mixers Guide to Fluid Mixing >>
Lightnin Mixers Technology Guide – “When Mixing Matters” >>

Lutz Drum Pumps for Every Chemical
Lutz-Jesco dosing systems and pumps ensuring safe handling of aggressive, toxic, and flammable substances for the chemical industry. These pumps are used for complete drum and container drainage, mixing and pumping, and emptying containers.
Lutz pump solutions are designed for high precision, using advanced technology like micro-processor controls to guarantee efficient fluid management, even under fluctuating conditions. The systems are versatile, covering a range of pressure, flow rates, and viscosities, and can integrate into Industry 4.0 automation. Safety features such as diaphragm rupture detection and intuitive controls further enhance operational security.
Lutz drum pumps feature modular construction, complete drum drainage, pump tubes without a need for grease and gas displacement devices, with few wear parts and easily detachable and compatible systems. Lutz pumps comply with all ATEX, UL, PTB, VDE, and CE requirements. Lutz pumps are designed for a range of chemicals acids, alkalis, flammable and explosive liquids.
Chemical Drum and Container Pumps – Get More Info & Quote >>
Resistance Guide for Drum and Container Pumps >>

March Pumps Excel in Corrosion Resistance
March Pumps magnetic drive pumps are designed to resist the corrosive effects of multiple chemicals at various temperatures and avoid any unintended emissions. March Pumps mag drive pumps are centrifugal pumps that do not have a shaft seal, making them ideal as a chemical pump that can run without leaking. Available in cast iron, stainless steel, PTFE, polypropylene, Kynar, March Pumps last due to:
· High quality plastics, O-rings, and bushings
· Designs that withstand poor pumping conditions
· UL-listed motors for longevity and safety
Find a Safe and Reliable Chemical Pump – Get More Info & Quote >>
March Pumps Chemical Resistance Guide >>

Micropump: Compact Size and Unbeatable Reliability
Highly versatile Micropump pumps are used for circulation, metering, dosing, or transfer functionality, offering fluid flow rates from 0.15mL to 40L/min. These magnetically coupled pumps are ideal for chemical applications that require:
· Hydraulic efficiency (flow vs. pressure)
· Power efficiency (“wire to water”)
· Corrosion and chemical resistance
· Abrasion resistance
· No dynamic seals
· Controlled flow
· Pulseless, continuous flow
· Volumetrically efficiency
· Reversibility
· Dose accuracy
· Fast response
Compact Pumping Solution – Get More Info & Quote >>
Micropump Chemical Compatibility Guide >>

MTH Pumps Regenerative Turbines Increase Efficiency
MTH Pumps regenerative turbine pumps are widely used for chemical processing, focusing on efficiency, corrosion resistance, and high-temperature handling. These pumps operate quietly, have low NPSH requirements, and are designed for environments with corrosive chemicals.
Their compact design makes them easy to install in tight spaces, while the pumps' simple construction ensures reliability and low maintenance. Available in various materials like stainless steel and bronze, they are ideal for applications needing precision and durability in chemical industries.
Reliable Chemical Pumping Solution – Get More Info & Quote!

Philadelphia Mixers Customized for Chemical Processes
Philadelphia Mixing Solutions (part of SPX FLOW) are known for innovative mixing technologies for chemical applications. Philadelphia mixing equipment offers energy-efficient and reliable solutions for a variety of chemical applications.
- blending
- suspending solids
- heat transfer
- solids wet-out
- polymerization
- dissolving
- shearing
- mass transfer
- complex chemical reactions
- hydrogenation
Customize Your Mixing Solution – Get More Info & Quote >>

Plas-Tanks RTP Chemical Storage Tanks
Plas-Tanks fiberglass storage tanks are manufactured by applying resin and fiberglass layers to create durable, corrosion-resistant storage tanks. This process ensures the tanks are suitable for storing hazardous chemicals, oils, and acids safely while maintaining long-term durability.
Plas-Tanks storage tanks are available in many designs and models consistent with industry requirements and regulations. These reliable storage tanks are designed with secondary containment to ensure safety and to prevent spilling and leaking if the primary vessel were to fail.
Safe Storage Tanks Designed for Chemicals – Get More Info & Quote >>

Plenty Mixers: Side Entry Mixers for Chemical Service
Plenty side-entry mixers are used in a wide range of chemical applications to blend or homogenize stored chemicals, or to initiate complex chemical reactions, or to keep sludge from settling. Plenty fixed-angle, swivel-angle and TMH mixers are designed to prevent sludge buildup and maintain fluid consistency. Plenty’s solutions are known for their durability and ease of maintenance, which helps to enhance performance in chemical applications.
High Performance Chemical Mixers – Get More Info & Quote >>

Price Pump for a Wide Range of Chemicals
Price Pump offers a wide range of pump designs used in chemical processing, including sealless mag drive centrifugal pumps, horizontal and vertical centrifugal pumps, and AOD pumps. Price Pump’s advantage is the range of materials offered – Santoprene, Neoprene, Buna-N, Viton, Teflon, Aluminum, Stainless, Polypropylene, PVDF/Kynar – to cover a wide range of chemical resistance requirements.
Pumps for Diverse Chemical Applications – Get More Info & Quote >>
Price Pump Chemical Resistance Chart >>

Pulsafeeder Pumps Make Precise Metering Possible
Pulsafeeder provides high-precision metering pumps for the chemical industry, focusing on safe handling of hazardous and non-hazardous chemicals. Their PulsaPro diaphragm metering pumps are customizable for high-pressure applications and feature safety systems like leak detection and explosion-proof controls.
These pumps are widely used in refineries and chemical plants for injecting chemicals and treating water, helping manage corrosion, scaling, and maintaining operational efficiency in harsh environments. In addition, Pulsafeeder's fully-compliant API 675 metering pumps ensure plant uptime and worker safety.
Precise and Reliable Metering – Get More Info & Quote >>

Quadro Mixers Effective for Fine Chemical Production
Quadro Liquids provides high-shear mixers for the chemical industry, specializing in solutions for fine chemical production. Their equipment, including dispersers, homogenizers, and wet mills, enhances efficiency by reducing batch times, ensuring consistent emulsions, and improving particle dispersion.
Quadro's mixers can handle even difficult-to-wet powders and offer versatile applications, including emulsification, deagglomeration, and wet milling. Their designs aim to improve production capacity, minimize downtime, and lower costs for chemical processing.
Find the Right Chemical Mixing Equipment – Get More Info & Quote >>
Quadro Chemical Mixer Brochure >>

Standard Xchange Heat Exchangers Ensure Efficiency
Xylem’s Standard Xchange heat exchangers are designed for efficient thermal management in various industrial processes, including chemical applications. These heat exchangers improve energy transfer, reduce operational costs, and handle high-pressure and high-temperature environments.
They offer customizable solutions tailored to specific chemical processing needs, ensuring safe and reliable operations when dealing with corrosive or hazardous fluids. Xylem focuses on durability and long-term performance, making these exchangers ideal for demanding chemical industries.
Achieve Efficient Thermal Management – Get More Info & Quote >>

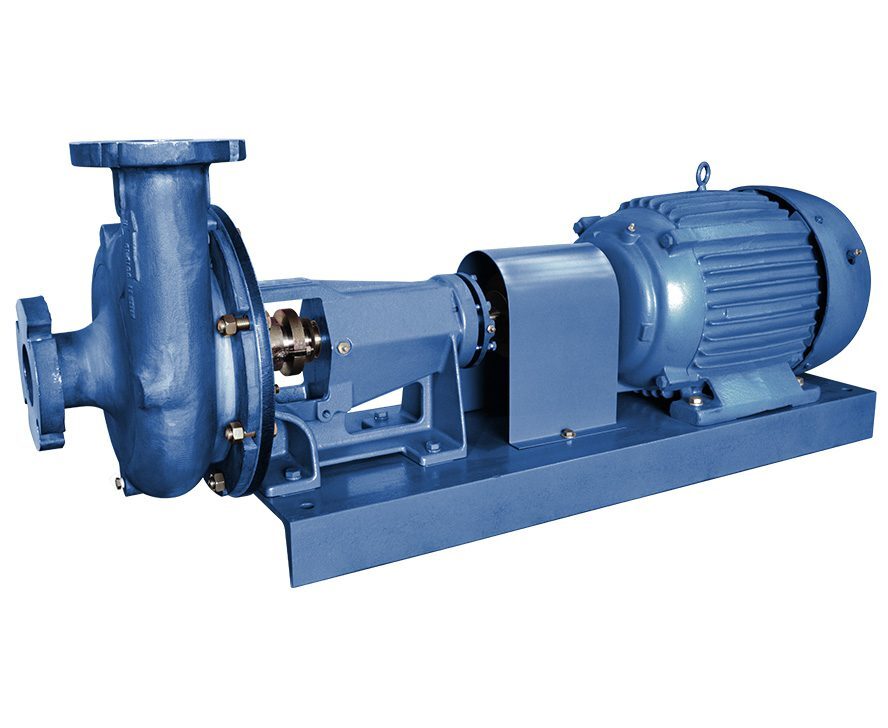
Summit Pump Chemical Pumps Provide Value
Summit Pump products are often the best value pump for chemical applications. The Summit model 2196 ANSI General Purpose Chemical Pump, featuring a rear pull-out design and efficient interchangeable parts, is one of the top choices for chemical service. The model 2196 pump is optionally available in a Forever Frame model with 316 stainless steel fastener, plugs, sight glass, and frame foot for extended pump life.
Pumps with World Class Reliability – Get More Info & Quote >>

Teikoku Leakproof Canned Motor Pumps
Teikoku Pumps are canned motor pumps designed for exceptionally leakproof operation. Sealless pumps provide safer, more efficient operation for sensitive chemical processes.
The Teikoku and Chempump lines feature electronic bearing wear monitors, while the Dynapump line provides design simplicity and sealless pump performance at a relatively low cost.
Sealless Reliability of a Canned Motor Pump – Get More Info & Quote >>

Truflo Pumps Offer Consistent Quality
Truflo specializes in manufacturing chemical pumps designed to handle corrosive and aggressive substances. Their product line includes magnetic drive, ANSI, and API centrifugal process pumps, engineered for safe, leak-free operations in chemical processing environments.
Truflo pumps are known for their high efficiency, resistance to chemical wear, and long-term durability, making them suitable for a variety of industrial applications. They emphasize safety and compliance with global industry standards.
Truflo offers both metallic and nonmetallic pumps, suited for dealing with corrosive substances or hot, abrasive liquids. Truflo chemical pumps withstand rigorous conditions and maintain peak performance.
Enhance Pumping Efficiency – Get More Info & Quote >>
Truflo Drop in Place Replacement Pumps >>

Vanton Pumps in Chemical Resistant Thermoplastic
Vanton pumps are engineered to solve specific corrosive, abrasive and ultrapure pumping problems. Vanton’s pumps use chemically inert thermoplastic components suited for a wide variety of chemicals.
· Bromine
· Caustic soda
· Caustic solutions
· Chlorine
· Hydrochloric acid
· Hydrofluoric acid
· Hydrogen sulfide
· Sodium hydroxide
· Sodium hypochlorite
· Sodium thiosulphate
· Solder flux
· Sulfuric acid
· Wastewater
Explore Thermoplastic Pumps – Get More Info & Quote >>

Vertiflo Pumps for Dependable Service
Vertiflo offers various pump types that are commonly used in chemical transfers, including Vertical Sump Centrifugal Pumps, Horizontal End Suction Centrifugal Pumps and self-priming pumps.
Proper material selection is critical to ensure durability and safety in handling hazardous chemicals. We can provide guidance on selecting the right Vertiflo pump and materials for most chemical applications, taking into account the fluid's characteristics (such as concentration, viscosity, and corrosiveness) as well as the application specifics like flow rate and pressure.
Quick Replacement Pumps – Get More Info & Quote >>
Viking Pump: A Reputation for Long Service
Versatile Viking Pumps are available customized for a wide range of chemical applications and for liquids including Acids/Bases, Caustic, Dyes, Polyurethanes, and Surfactants. For example, when pumping acids/bases, chemical resistance is important.
Extremes on the ends of the pH scale can result in severe corrosion and chemical attack of the pump body, gears, bushings, and elastomers. We suggest the Viking 8127A series or LVP series stainless steel pumps for these applications.
Viking Pump Reliability – Get More Info & Quote! >>
Viking Pump Distributor Spotlight Features Centennial Equipment >>

Yamada Pumps: AODD Pumps for Chemical Applications
Yamada offers a range of chemical pumps designed for handling caustic acids, hydrocarbons, and powders. Their pumps are available in various materials, including stainless steel, polypropylene, and PTFE, making them suitable for demanding chemical applications.
These pumps can operate in extreme temperatures, handle pressures up to 200 PSI, and are self-priming, leak-resistant, and portable. Yamada’s pumps are widely used across industries like pharmaceuticals, petroleum refining, and food processing for applications like bulk transfer and filtration.
The Right Diaphragm Pump – Get More Info & Quote >>
